Permanent Magnet Synchronous Gearless Traction Machine THY-TM-K300
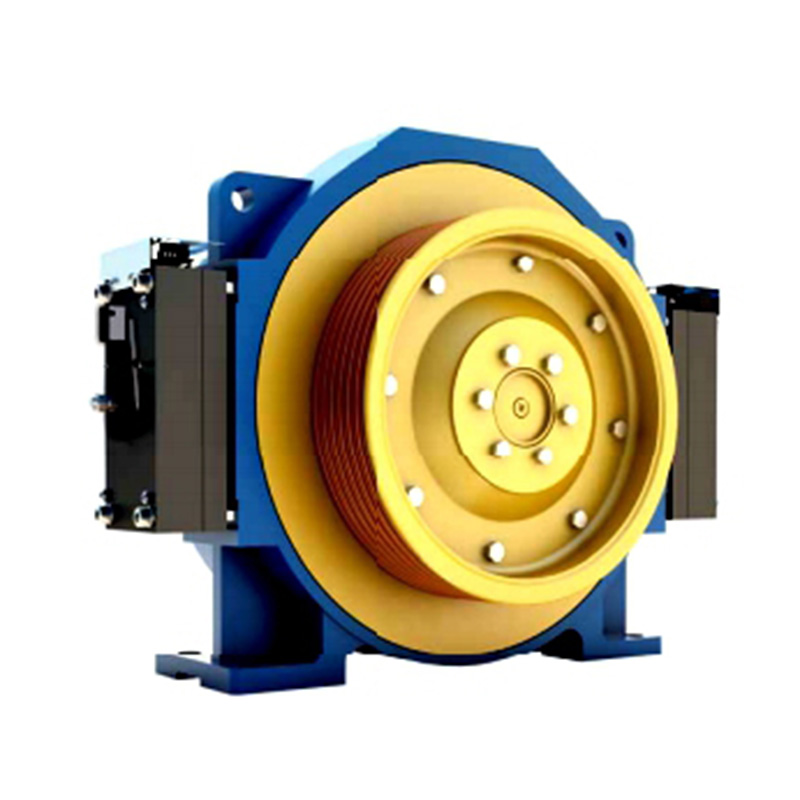

| Voltage | 380V |
| Roping | 2:1/4:1 |
| Brake | DC110V 2×1.6A |
| Weight | 520kg |
| Max.Static Load | 6000kg |

1.Fast Delivery
2.The transaction is just the beginning, the service never ends
3.Type:Traction Machine THY-TM-K300
4.We can provide synchronous and asynchronous traction machines of TORINDRIVE, MONADRIVE, MONTANARI, FAXI, SYLG and other brands.
5.Trust is happiness! I will never fail your trust!

The design and production of THY-TM-K300 permanent magnet synchronous gearless elevator traction machine comply with "GB7588-2003-Safety Code for Elevator Manufacturing and Installation", "EN81-1: 1998-Safety Rules for Elevator Construction and Installation", "GB/ The relevant regulations in T24478-2009-Elevator Traction Machine. The bearing life design of the traction machine has met the operating requirements. After a period of operation (1 year or as needed), grease needs to be added, and there is no need to add or replace grease for sealed bearings. For replenishment, please follow the injection requirements as follows:Please inject Mobil Grease XHP222 (NLGI 2 grade) for the main engine with a production date before 2018, and Shell Gadus S3 (V220C 2 grade) for the main engine with a production date after 2018. It is suitable for elevator with machine room and elevator without machine room. The traction ratio is 2:1 and 4:1, the rated load is 1250KG~1600KG, the rated speed is 0.5~2.5m/s, and the traction sheave diameter can be 400mm, 450mm and 480mm. Suitable for indoor working environment.
•Adjust the brake gap (the distance between the static plate and the movable plate), the brake gap is less than 0.1mm when it is engaged, and it is about 0.25~0.4mm when it is released.
• Use a 0.3 feeler gauge to check the air gap of the brake corner: when the air gap is less than 0.3mm, loosen the mounting bolt at this corner counterclockwise, then turn the hollow bolt clockwise at a small angle, and then tighten the mounting bolt.

• Use a 0.35mm feeler gauge to check the angular air gap: when the air gap is greater than 0.35mm, loosen the corner mounting bolt counterclockwise, then turn the hollow bolt counterclockwise at a small angle, and then tighten the mounting bolt.

• Adjust the gap of all corners of the brake to ensure that the 0.3mm feeler gauge can pass, and the 0.35mm feeler gauge cannot pass.
•When the brake is engaged, use a 0.08mm feeler gauge to check the wheel clearance between the brake wheel and the brake pad. When the clearance is less than 0.08mm, repeat the brake clearance adjustment method, and fine-tune to ensure that the wheel clearance is ≥0.08mm.
•Remove the top cover of the brake and adjust the micro switch adjustment block so that when the brake is opened/closed, the micro switch can be reliably opened/closed, and the cover is reset after adjustment.

a. Use a 3mm Allen key to remove the dustproof back cover of the encoder.
b. Loosen the expansion screw of the encoder outer ring with a 2mm Allen key.
c. Loosen the M5 screw (2~4 turns) for tightening the encoder with a 4mm Allen key.
d. Use an 8mm Allen key to screw in the M10 screw to push out the encoder.
e. Hold the encoder with your hand and gently remove it and place it in a safe place.

a. Use a 3mm Allen key to remove the dustproof back cover of the encoder.
b. Tighten the encoder M5 mounting screw (tightening force 5+0.5N.m) with a 4mm Allen key.
c. Use a 2mm Allen key to tighten the expansion screw of the encoder outer ring (locking force 1.25-0.2N.m).
d. Use a 3mm Allen key to tighten the dustproof back cover of the encoder (locking force 5+0.5N.m).